


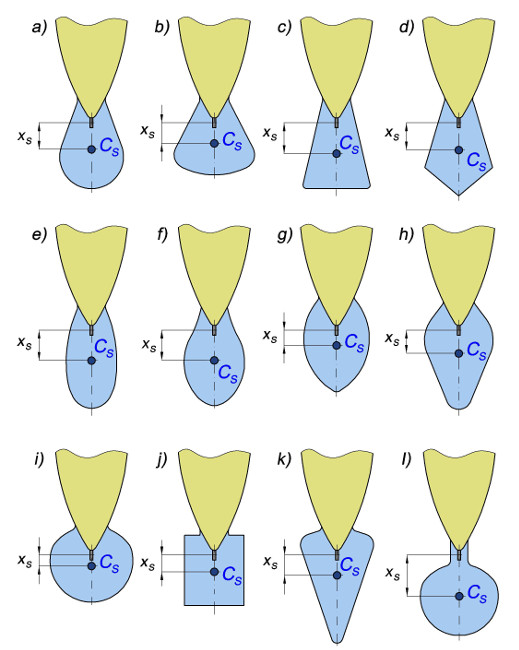
Rys.1. Kształty sterów płaskich
Na sterach zaznaczono ich środki ciężkości CS oraz położenie względem oczka mocującego linkę, oznaczone jako xs. Kształt steru właśnie determinuje położenie środka ciężkości Cs, a tym samym szybkość nurkowania woblera. Natomiast wielkość powierzchni steru odpowiada za parametry pracy woblera oraz za głębokość i szybkość nurkowania [1]. Ale nie tylko stery płaskie są stosowane. Można spotkać woblery ze sterami giętymi lub wklęsłymi. Niestety ich wykonanie w sposób powtarzający co do wymiarów i kształtów jest trudniejszy niż wytworzenie steru płaskiego. I z tego względu omówione zostanie wykonywanie jedynie sterów płaskich. Być może w niedalekiej przyszłości wrócę do sterów giętych.Sposoby wykonywania sterów
Materiał stosowany na stery to najczęściej poliwęglan lub inne tworzywo sztuczne, a także metale tj: stal nierdzewna, stop aluminium, stop miedzi. Generalnie stery wykonywane są poprzez wycinanie, ale nie zawsze. Powszechną metodą jest wycinanie np. nożyczkami kształtu steru, a następnie szlifowanie krawędzi w celu zachowania kształtu i wyrównania krawędzi. Pomocny przy tym będzie wykonany szablon, od którego odrysowuje się kształt przyszłego steru. Na rys.2 zaprezentowano szablon, a obok niego wykonany ster.
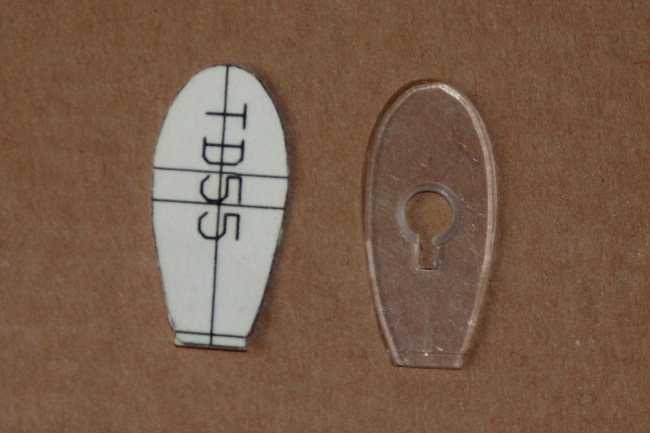
Rys.2. Szablon wraz ze sterem
Warto szablony opisać, np.: zapisać można do jakiego korpusu (rodzaj i długość) należy. Oznaczenie TD55 na szablonie jest skrótem mówiącym o tym, że ster ten stosowany jest do woblera z korpusem o kształcie zbliżonym do Tail Dancer (Rapala) i długości 55 [mm]. Ręczne wycinanie steru nożyczkami jest procesem prostym i każdy potrafi taki ster wykonać. Problemem może być zachowanie symetrii steru oraz jest to zajęcie czasochłonne i pracochłonne zwłaszcza, gdy wykonuje się je w dużej ilości.Innym sposobem wykonywania steru jest wyłącznie jego szlifowanie, bez użycia szablonu i wcześniejszego wycinania nożyczkami kształtu, co zaprezentował na rys.3 nasz forumowy kolega Jarek (@muddler).



Rys.3. Wykonywanie steru metodą szlifowania
Ta metoda również nie sprawia problemów przy wykonywaniu sterów, ale podobnie jak przy wycinaniu jest czaso- i pracochłonna oraz z zachowaniem symetrii kształtu steru można mieć problemy. Trudniej także będzie wykonać stery o bardziej skomplikowanym kształcie. Niemniej warto ją stosować, zwłaszcza przy produkcji małej serii woblerów, gdyż jest nieco szybsza od metody związanej z wycinaniem nożyczkami a następnie szlifowaniem ostatecznego kształtu steru.Proces wytwarzania sterów można przyspieszyć poprzez zastosowanie przyrządu działającego na zasadzie wykrojnika, co pokazano na rys.4.

Rys.4. Wykrojnik sterów
Przyrząd mojego serdecznego kolegi jest przeznaczony do wykonywania najczęściej spotykanych sterów, w kształcie łezki (rys.1a). Na rys.4 obok przyrządu pokazano dwie wielkości sterów, które zostały nim wykonane. Posiada on w sobie stempel, którego kształt odpowiada wycinanemu kształtowi steru. Łatwo dojść do wniosku, że do każdego steru należy stosować oddzielny stempel, który wymienia się w przyrządzie. Niestety należy zainwestować trochę gotówki. Poza tym przyrząd ten posiada szereg zalet istotnych przy wykonywaniu sterów. Oprócz tego, że skraca czas wykonania steru, to zapewnia powtarzalność kształtu oraz jego symetrię.W produkcji masowej woblerów, aby skrócić czas wykonania steru warto pomyśleć o wykonywaniu ich metodą wtrysku. Wypraskę ze sterami zaprezentowano na rys.5.
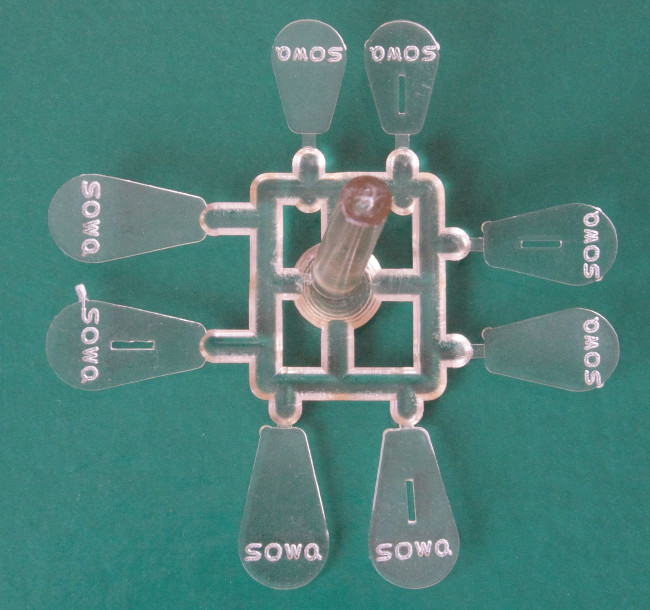
Rys.5. Wypraska ze sterami
Jednakże do tego niezbędna jest wtryskarka oraz specjalnie zaprojektowana forma wtryskowa. Znacznie to podraża koszt wykonania. O ile można zlecić wykonywanie sterów, czyli nie musimy posiadać wtryskarki, to niestety za formę wtryskową już trzeba będzie zapłacić i to nie małe pieniądze. Dlatego ta metoda wykonywania sterów opłaca się przy dużej ilości woblerów. Jak widać podczas jednego wtryśnięcia tworzywa do formy można wykonać kilka lub kilkanaście sterów w zależności od wielkości steru i formy wtryskowej. Stery mają powtarzalne kształty i zachowaną symetrię. Dodatkowo na sterze można nanieść napisy, np.: związane z nazwą woblera, producenta itp. Niestety zmiana kształtu steru lub jego wielkości wymaga wykonania kolejnej wkładki formującej stery.Dla tych co lubią eksperymentować z kształtami i wielkościami sterów ciekawym rozwiązaniem może okazać się zastosowanie plotera tnącego do wykonywania sterów. Niestety wymaga to zainwestowania jednorazowo gotówki, gdyż oprócz kupna plotera należy zaopatrzyć się w kontroler i komputer z odpowiednim oprogramowaniem. Komputer wraz z programem np. mach3 służy do ustalenia parametrów wycinania tzn. kształt, wielkość i ilość sterów (ścieżki poruszania się freza) oraz prędkość i głębokość obróbki. Aby wyciąć dany kształt steru należy najpierw go narysować. Ponieważ są to płaskie figury geometryczne, to do tego celu można wykorzystać proste programy graficzne ogólnie dostępne, np. w internecie. Na rys.6 pokazano płytkę z wyciętymi sterami za pomocą plotera.
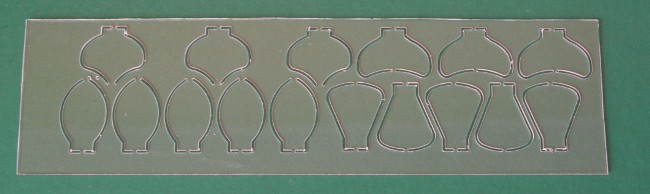
Rys.6. Płytka z wyciętymi sterami
Pomiędzy ploterem a komputerem znajduje się jeszcze kontroler, którego zadaniem jest zamiana informacji z komputera na informacje niezbędne do uruchomienia silników odpowiadających za poruszanie się narzędzia plotera (freza) w trzech osiach. Komputer zazwyczaj posiadamy. Korzystniej jest posiadać laptop, gdyż jest przenośny. Raz możemy go używać do wycinania sterów, a drugi do innych prac, nie związanych z naszym hobby. Ploter tnący, często z kontrolerem, można kupić lub samodzielnie wykonać. Na rys.7 przedstawiony jest zaprojektowany ploter. Główne zespoły to: stół, na którym frezowane będą stery, brama z napędami w dwóch lub trzech osiach oraz narzędzie, często jest to dremel lub kress. Są rozwiązania z ruchomym lub stałym stołem, tzn. że w rozwiązaniu z ruchomym stołem, stół przesuwa się względem nieruchomej bramy (ruch w jednej osi), a z kolei rozwiązanie ze stałym stołem charakteryzuje się tym, że brama przesuwa się względem nieruchomego stołu. Bardziej praktycznym rozwiązaniem jest to drugie, gdyż np.: zajmuje mniej miejsca na stole.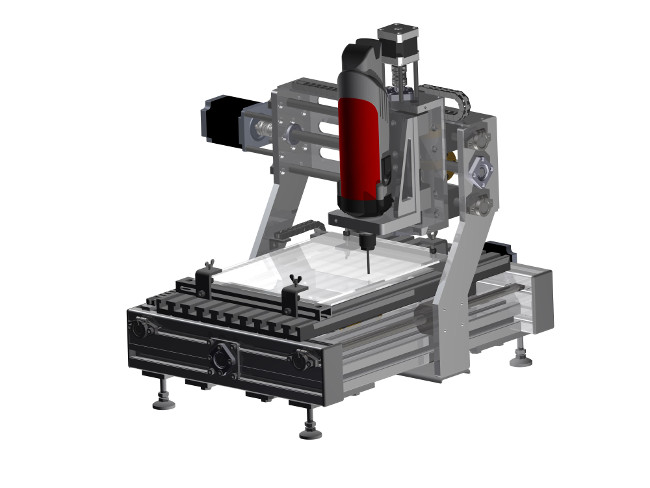
Rys.7. Konstrukcja plotera
Ruch bramy oraz narzędzia realizowany jest za pomocą mechanizmu śrubowego. Aby zapewnić ten ruch po linii prostej zastosowane są prowadnice, po którym przemieszczają się suwaki zamocowane do zespołów wykonujących ruch.Wykonanie lub zakup plotera tnącego, kontrolera i komputera z oprogramowaniem to jedyne koszty jakie się poniesie mimo, że będą zmieniane kształty i wymiary wycinanych sterów. I to jest główną zaletą tego rozwiązania.
Można także zlecić wykonanie sterów, wystarczy podesłać rysunek, a czasami ster na wzór. Nawet nie wiecie jaką miałem frajdę nadając kształty sterom w komputerze, by następnie po kilku dniach otrzymać od Konrada (@konktenbit) gotowe stery, właśnie wycięte za pomocą plotera. Potem szybko nad wodę i testy, testy. Analiza tego co się działo w wodzie z wobkiem i tłumaczenie przyczyn takiego zachowania się wobka przy danym sterze. I tak powstawała książka: Odkrywanie tajemnic woblera Podstawy.
Podsumowanie
Jest wiele sposobów usprawniania wykonywania sterów. Przedstawiłem te, które znam. Nie ma idealnego rozwiązania. Każde ma swoje zalety i wady. Kryterium doboru rozwiązania to często ilość wykonywanych sterów oraz zasobność naszego portfela.
Zachęcam też do przedstawiania innych sposobów rozwiązania problemu związanego z przyspieszeniem i zmniejszeniem nakładu sił na wykonanie sterów.
Literatura
[1] Bednarczyk S. – Odkrywanie tajemnic woblera. Podstawy. Oława 2015.
[2] Drzewicz D. – Projekt mini frezarki sterowanej numerycznie. Praca dyplomowa inżynierska. Wrocław 2014.
[3] Archiwum autora.
[4] Archiwum @muddlera
SŁAWOMIR BEDNARCZYK (@Banjo)
Kliknij tutaj by zobaczyć artykuł artykuł


 .
.
 .
.












