
Kategorie Wszystkie →
Szukaj w artykułach
Reklama
Ostatnie na blogu
-
 I znów upał
I znów upałSławek Oppeln Bronikowski - 27 cze 2024 20:09
-
 Różowy rok - fotododatek
Różowy rok - fotododateklukomat - 28 maj 2024 20:01
-
 Jak obiecałem
Jak obiecałemKuba Standera - 16 kwi 2024 10:02
-
Hiszpańskie ostatki
Kuba Standera - 14 kwi 2024 11:21
-
Łódź. Nie łudź się..
Sławek Oppeln Bronikowski - 05 kwi 2024 18:24
Ostatnie komentarze
-
Czy mozna jerki zbroic w pojedyncze haki?
brygiel - wczoraj, 13:51
-
Skandynawskie łososie
lukomat - wczoraj, 03:25
-
 Łowienie białorybu na spinning
Łowienie białorybu na spinningzmorces - 29 cze 2024 21:16
-
 Z fascynacji ABU - moje perełki
Z fascynacji ABU - moje perełkiCez@ry - 29 cze 2024 11:10
-
Nasze muchy
hi tower - 29 cze 2024 06:38
-
 Spining pstrag
Spining pstragBarti96 - 27 cze 2024 19:04
Tagi
- ogłoszenie
- kołowrotki
- inne
- przelotki
- konkurs
- wodery
- śpiochy
- motorowodne
- rodbuilding
- kołowrotek
- video
- dolnik
- catch and release
- pracownia
- odzież
- fly fishing
- naprawa
- catch&release
- spacing
- blank
- phenix
- multiplikatory
- uchwyt
- spinning
- artykuł
- zestawy
- serwis
- osprzęt
- #pstragi
- szczupak
- rękojeść
- woblery
- okoń
- pstrąg
- step-by-step
- sandacz
- tech
- autorski
- miasto
- street fishing
- c&r
- autorski-rb
- tech-rb
- fuji
- buty do brodzenia
- #refleksje
- mhx
- przynęty
- blanki
- wędki
0 aktywnych użytkowników (w ciągu ostatnich 15 minut)
0 gości, 0 anonimowych

Wywiad z Krzysztofem Zielińskim - wędkarzem, rodbuilderem, podróżnikiem oraz pierwszym polskim producentem blanków
16 gru 2013 00:14 | Wywiady
 Pamiętasz pierwszą rybę jaką złowiłeś? Jak zaczęło się Twoje wędkarstwo?
Pamiętasz pierwszą rybę jaką złowiłeś? Jak zaczęło się Twoje wędkarstwo? To już naprawdę odległe czasy... na pierwsze ryby zabierał mnie dziadek. Ja byłem jeszcze przedszkolakiem, on wędkarzem amatorem. Nie mieliśmy nawet „prawdziwego” sprzętu, kij wystrugany z leszczyny, własnoręcznie zrobiony spławik i haczyk... ale jakie były wtedy ryby! To były cudowne chwile spędzane nad wodą, które do tej pory mam żywo w pamięci. Potem, jak już byłem dumnym posiadaczem karty wędkarskiej, dość szybko chwyciłem za spinning i muchówkę. I tak już zostało do dzisiaj. Od samego początku mojej wędkarskiej przygody czułem wewnętrzną potrzebę poszukiwania nowych łowisk i dość szybko odkryłem, że podróżowanie z wędką może być fantastyczną przygodą. Nie tylko wędkarską.

Kiedy przyszło Ci do głowy, że mógłbyś zacząć sam robić wędki? Jak zainteresowałeś się rodbuildingiem?
To zaczęło się wraz z wyjazdami wędkarskimi w odleglejsze miejsca świata. Często okazywało się, że będąc gdzieś daleko od domu, sprzęt wędkarski odmawiał posłuszeństwa i trzeba było sobie jakoś radzić. Po powrocie do domu zawsze pozostawało coś do naprawy, złamana wędka, uszkodzona przelotka czy rozlatująca się rękojeść. To były czasy, gdy nie istniało coś takiego jak komponenty do rodbuildingu, dlatego trzeba było sobie radzić inaczej. Wtedy „kopalnią” komponentów potrzebnych do wszelkich napraw był sklep wędkarski prowadzony przez znajomego. Tam zawsze mogłem znaleźć sporo połamanych wędek, które dla mnie były źródłem elementów potrzebnych do „reanimowania” uszkodzonych wędek. Potem było już dużo łatwiej – stopniowo pojawiały się firmy specjalizujące się w rodbuildingu i dostęp do potrzebnych materiałów stał się dużo łatwiejszy.
Podróżując z wędką po świecie miałem okazję poznawania sprzętu, który był albo niedostępny w Polsce, albo wręcz nieznany. A często był to sprzęt najwyższej jakości. Tak poznałem nowozelandzkie blanki CTS i japońskie Restaffine. Pomyślałem, że byłoby dobrze, by produkty tych firm były znane w Polsce. To ostatecznie zadecydowało, by zająć się rodbuildingiem na poważnie.

Niedawno w swoim zakładzie w Krakowie uruchomiłeś produkcję blanków. Dlaczego? Przecież jesteś dystrybutorem takich marek jak CTS czy Restaffine – te produkty nie pokrywały potrzeb Klientów pracowni ?
Dość szybko, po tym jak profesjonalnie zająłem się rodbuildingiem, zacząłem myśleć o możliwości produkowania blanków we własnym zakresie. Zalety tego rozwiązania były widoczne już od samego początku. Pomimo tego, że oferta firm, o których wspomniałeś, jest bardzo szeroka, to często spotykałem się z sytuacją, że brakowało jakiegoś konkretnego modelu blanku. To po pierwsze. Po drugie, i chyba najważniejsze – czas. Współpracując z tymi firmami skazany byłem na długi czas oczekiwania na realizację moich zamówień. Zresztą taka sama sytuacja dotyczy współpracy z dowolną firmą zajmującą się produkcją blanków – swoje zamówienia trzeba najczęściej planować z kilkumiesięcznym wyprzedzeniem. A to oznacza, że nie mając akurat w danym momencie we własnym magazynie konkretnego blanku, skazuję Klienta na wielotygodniowe oczekiwanie. W dzisiejszych czasach często wiąże się to z utratą Klienta, który wybierze inny produkt, dostępny na miejscu. Produkując blanki we własnym zakładzie jestem w stanie praktycznie wyeliminować ten problem – w krótkim czasie mogę wyprodukować dowolny blank z mojej oferty.
Oczywiście widziałem też inne zalety takiego rozwiązania – możliwość indywidualnego dopasowania blanku do konkretnych potrzeb Klienta, specyfiki łowiska czy stosowanych przynęt, możliwość wykonywania blanków w różnych, często niestandardowych kolorach. Mam też możliwość tworzenia nowych blanków od podstaw i dopasowania swojej oferty do zmian zachodzących na rynku w tej branży. I, wreszcie, oznacza to możliwość rozwoju firmy poprzez zdobycie nowych rynków zbytu w kraju i za granicą.
Kolosalne znaczenie ma również serwis – teraz Klienci nie muszą czekać na nową część, którą trzeba sprowadzić z zagranicy od producenta. Jeżeli akurat nie mam jej w magazynie, to w ciągu kilku dni może powstać nowa i naprawiona wędka szybko wraca do właściciela. To daje użytkownikowi komfort i poczucie bezpieczeństwa, bardzo ważne elementy, które często decydują o wyborze produktu.

Mandrele – to na nich powstają blanki
W Polsce brak jest tradycji produkcji blanków – materiały trzeba sprowadzać z daleka, brak jest know-how, maszyn, specjalistów – jak poradziłeś sobie z trudnościami związanymi z uruchomieniem produkcji blanków?
To faktycznie jeden z największych problemów w całym przedsięwzięciu. Np. kwestia surowców. Okazuje się, że praktycznie wszystkie firmy działające w Europie w branży kompozytów, albo nie mają odpowiednich materiałów w swojej ofercie, albo mogą je sprowadzić ze swojej głównej siedziby tylko w wersjach standardowych. A te z reguły nie nadają się do tego, by móc budować zróżnicowane blanki. Na dodatek, minimalne ilości takiego zamówienia są na tyle duże, że dyskwalifikuje je jako zamówienie surowca na testy. A bez przeprowadzenia wszechstronnych testów nie można pozwolić sobie na wprowadzenie danego surowca do produkcji. Ponadto wiedza osób pracujących w tych firmach na temat surowców nadających się do produkcji blanków jest znikoma. Nie ma się czemu dziwić, przecież rynek tego typu produktów w Europie prawie nie istnieje.
Dzięki swoim kontaktom miałem możliwość dotarcia do producentów prepregów i pomocniczych środków chemicznych wykorzystywanych w produkcji, a potem zakupu partii testowych tych surowców. To bardzo pomogło w przygotowaniu produkcji, opracowaniu wzorów i przeprowadzeniu testów. Tu muszę przyznać, że bardzo dużo pomogło mi moje wykształcenie – jestem inżynierem chemikiem.
Inną sprawą jest know-how. Podstawy zdobyłem współpracując z moimi partnerami przy projektowaniu nowych blanków, które były wprowadzane na rynek europejski. Potem spędzałem długie dni w różnych fabrykach bezpośrednio przy produkcji, zdobywając konieczną wiedzę i potrzebne doświadczenie.
Jednak najważniejsza okazała się własna praktyka. Pracując już na swoich maszynach, które zostały wykonane na moje indywidualne zamówienie, poświęciłem ponad trzy lata na wszelkiego rodzaju testy – oznaczało to kilkaset godzin przepracowanych miesiąc w miesiąc, tworzenie nowych produktów, ich testowanie, korygowanie, wyprodukowanie nowej partii, ponowny test i ponowne korekty. To była niekończąca się pętla powtarzanych operacji i próba osiągnięcia zadowalającego efektu. W przypadku jednego typu blanków udawało się to osiągnąć szybciej, a w innym przypadku trwało znacznie dłużej. Muszę przyznać, że ten etap był szczególnie trudny dla mnie. Zdarzały się momenty, że zaczęło brakować pomysłów na poprawienie i udoskonalenie danej konstrukcji, bądź napotykałem na problemy, których nie mogłem rozwiązać. Ale dość uparty i dociekliwy ze mnie człowiek, więc jakoś dałem sobie radę :-) Zdobyte doświadczenie na tym etapie pozwoliło zaprojektować własne surowce, które były idealnie dopasowane do projektów blanków, co umożliwiło precyzyjne zapanowanie nad procesem produkcji.


Etap 1 - Prepreg o zaprojektowanym kształcie przyklejany jest do mandrela
Swoich poprzednich rozmówców pytałem o problem przenoszenia produkcji do Chin i jakości tam wytwarzanych wyrobów. Dziś takie pytanie powoli się dezaktualizuje bo coraz więcej osób podkreśla coraz wyższą jakość produktów Made in China, zresztą Twoje zdanie z tego co się orientuję jest podobne. Chciałem Cię zapytać o inną rzecz – czy jako producent nie obawiasz się rosnącej konkurencji? Lokując produkcję w Europie poszedłeś w końcu „pod prąd” dominującej tendencji..
Masz rację, to działanie „pod prąd”. Jednak, jak obserwuję ostatnio, nie do końca. Otóż ostatnio widać bardzo silny trend panujący w Europie, polegający na tym by tworzyć produkty z napisem „Made in Europe”. Przy okazji ostatnich targów wędkarskich Efftex, w których brałem udział, przeprowadziłem sporo ciekawych rozmów i wielu z moich rozmówców zwróciło uwagę na fakt, że dla Klientów w naszej części świata coraz bardziej liczy się produkt powstający „na naszym podwórku”. Ci Klienci gotowi są zapłacić nieco wyższą cenę za dany produkt wiedząc, że powstał w Europie. Jak zauważyłeś, produkty oznaczone znaczkiem „Made in China” mają coraz wyższą jakość ale też i wyższą cenę. Różnice w cenach tych dwóch rodzajów produktów często nie są już tak znaczne jak kilka czy kilkanaście lat temu. Myślę, że to wszystko jest szansą dla tego typu producentów jak ja. Oczywiście takie przedsięwzięcie niesie ze sobą również zagrożenia, ale to chyba sytuacja typowa dla każdego biznesu, a pewnego rodzaju ryzyko musi być ujęte w biznes planie. Działając w jakiejkolwiek branży nie istniejemy sami na rynku, silna konkurencja jest motorem rozwoju i gdyby nie ona, nie udoskonalano by istniejących produktów czy tworzono nowych. W takich samych kategoriach patrzę na branżę, w której zacząłem działać – moim celem jest sprostać tej konkurencji i starać się stworzyć lepsze produkty w konkurencyjnej cenie. Głęboko wierzę, że mi się to uda.


Etap 2 - Prasa roluje (nawija) prepreg na mandrel
Podczas wizyty w zakładzie widziałem dużą ilość mandreli – czy sam je projektujesz czy korzystasz z gotowych rozwiązań? Podobne pytanie jeśli chodzi o szablony / wykroje prepegów ?
Wszystkie blanki, a co za tym idzie mandrele i maty potrzebne do ich nawinięcia, powstały na podstawie moich projektów i zostały wykonane na moje indywidualne zamówienia. Nie korzystam z żadnych gotowych projektów. Właśnie dlatego tak dużo czasu było potrzebne na to, by przeprowadzić konieczne testy i stworzyć produkt, który trafił do mojej stałej oferty.
Etap 3 – Prepreg nawinięty na mandrel zabezpieczany jest oplotem celofanowym zanim trafi do pieca (zapobiega to zsunięciu się prepregu z mandrela podczas wypiekania)
Konstruktorzy blanków podkreślają, że proces dochodzenia do ostatecznego produktu jest empiryczny, nie da się wszystkiego zaprojektować w komputerze. Ikony tej branży takie jak np. Garry Loomis cenione są ze względu doświadczenie, które zbierali latami. Czy Ty miałeś / masz swoich mentorów w dziedzinie projektowania? Mógłbyś nam trochę o nich opowiedzieć?
Absolutnie zgadzam się z tą opinią. Dysk w moim komputerze jest pełen projektów, które ze strony teoretycznej wyglądają na wręcz doskonałe, ale w rzeczywistości nie pozwalają stworzyć ciekawego produktu. Część projektowa jest oczywiście bardzo ważna i stanowi podstawę do opracowania produktu, określenia jego parametrów mocy i ciężaru rzutowego czy określenia ugięcia. Na podstawie takiego projektu powstaje blank, który musi trafić w doświadczone ręce i wtedy dopiero możemy porównać parametry produktu finalnego z projektem. Często okazuje się, że nie osiągamy parametrów z założeń. Dlatego tak istotna w tym procesie jest osoba z odpowiednim doświadczeniem – jej empiryczna wiedza pozwala skrócić etap powstawania finalnego produktu od fazy projektu. Można w ten sposób zaoszczędzić spore środki finansowe i w znaczący sposób skrócić czas potrzebny na powstanie dopracowanego produktu.
Miałem styczność z konstruktorami japońskimi, którzy dysponują niesamowicie rozbudowanym oprogramowaniem projektowym, pozwalającym na modelowanie statyczne i dynamiczne blanków budowanych z różnych kompozytów. Taka precyzyjna analiza pozwala stworzyć produkt, który będzie bliższy założeniom teoretycznym, ale i tak na końcu tego procesu musi się pojawić doświadczony człowiek i tester. W Chinach natomiast jest duża grupa konstruktorów, których wiedza i olbrzymie doświadczenie pozwalają stosunkowo szybko osiągać założone rezultaty. To przecież tam powstaje zdecydowana większość wędek i tam też powstają ich projekty – od prostych, niedrogich i masowo dostępnych wędek, aż po złożone konstrukcje przygotowywane dla uznanych, światowych producentów. Bardzo cenię tych ludzi, ich wiedzę, doświadczenie i pomoc, którą mi okazali.

Etap 4 – Piec do wypiekania blanków
Czy masz jakąś swoją „filozofię” jeśli chodzi o produkcję blanków? Czy jest coś, na co kładziesz szczególny nacisk w procesie produkcji, na etapie projektowania albo wyboru materiału?
Pierwsze założenie jest takie, że moje blanki nie mają konkurować z masowym produktem, najczęściej pochodzenia chińskiego. W tym segmencie rynku niepodzielnie panują te drugie i nie sposób tego w żaden sposób kwestionować. Moim celem jest stworzenie produktów o najwyższej jakości, oczywiście w różnych segmentach cenowych. Są to raczej produkty skierowane do bardziej doświadczonego wędkarza, który dokonuje świadomego wyboru przy ich zakupie. Projektując swoje blanki czy dobierając odpowiedni materiał, chciałem stworzyć spójne ze sobą, w obrębie tej samej serii, blanki, które mając konkretne przeznaczenie będą w stanie zaspokoić oczekiwania wymagającego użytkownika. Niezależnie od rodzaju blanku, olbrzymi nacisk przy produkcji kładę na jakość. Każdy blank przechodzi międzyoperacyjną kontrolę jakości, a na końcu procesu produkcji poddawany jest końcowej kontroli. Dopiero taki blank może trafić do Klienta.

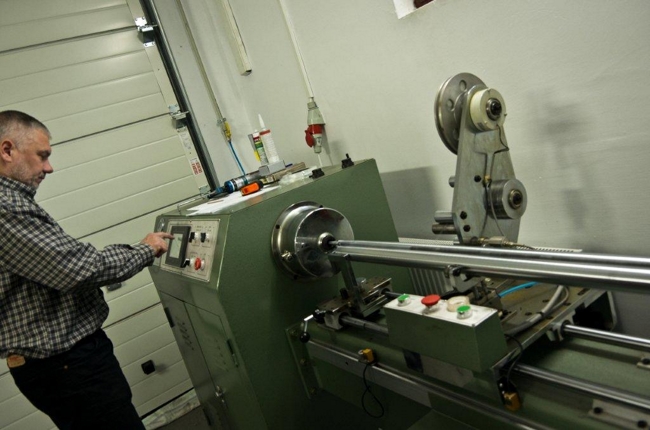
Etap 5 – Maszyna wybija mandrel z blanku
Co odróżnia Twoje blanki od innych obecnych na rynku, czy mają one jakieś cechy charakterystyczne, które chciałbyś żeby były rozpoznawane jako Twój styl?
Dość trudno znaleźć taką wspólną cechę w sytuacji, gdy w ofercie znajduje się kilkanaście serii blanków, często diametralnie różnych od siebie. Jednak w każdym przypadku starałem się dbać o tzw. stabilność blanków. Stabilność rozumianą jako zdolność blanku do tłumienia drgań po jego odkształceniu. To dość istotny „parametr” pozwalający uzyskiwać konstrukcje, którymi łatwiej się rzuca, te rzuty są precyzyjniejsze i wymagają mniejszej siły. Szczególnie dotyczy to dłuższych i wolniejszych blanków o pełniejszym ugięciu. W takich konstrukcjach jest to szczególnie trudne do uzyskania, ale po licznych testach udało mi się to osiągnąć. Przykładem tego typu blanków są SLM1008-2 czy SLXF1006-2. Oba długie, stosunkowo delikatne, ale skrajnie odmienne jeśli chodzi o szybkość i charakterystykę ugięcia. To nie są mocne blanki, więc nie mogą mieć dolników o dużych średnicach czy bardzo grubych ściankach i stabilność trzeba było osiągnąć przez kompilację użytych prepregów, wykonanych na moje specjalne zamówienie, i odpowiednich projektów mandreli. Oczywiście podejście do tego zagadnienia musiało być całkowicie odmienne dla obu tych, tak różnych, blanków. Wymagało sporej ilości testów i korekt, zarówno w kwestii surowców jak i samych matryc, a to wszystko oznacza, że na dopracowanie takich konstrukcji potrzeba dużo czasu.

Maszyna do cięcia blanków

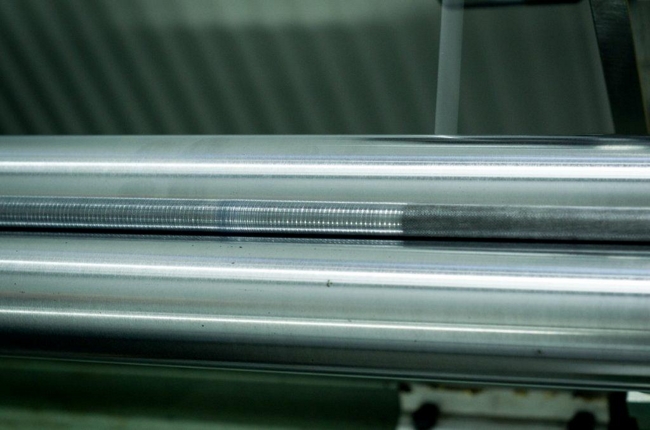
Etap 6 – szlifowanie blanku (na tym etapie pozbywamy się charakterystycznych śladów – bruzd po celofanie na powierzchni blanku)

Etap 7 – sprawdzanie gotowego produktu
Wiele kontrowersji wzbudza zastosowanie tzw. egzotycznych metali do produkcji blanków, niektórzy z moich wcześniejszych rozmówców uważają tego typu zabiegi za czysty marketing, niewiele wnoszący do właściwości użytkowych blanku. Jaka jest Twoja opinia w tym temacie? Na swojej stronie informujesz, że robisz blanki z wykorzystaniem boronu, mógłbyś o nich opowiedzieć?
Sądzę, że wszystko zależy od sposobu budowy takiego blanku, jego zastosowania i indywidualnych cech użytkownika. Przy niektórych metodach połowu, np. wszędzie tam gdzie istotna jest „czułość” blanku, kontrola nad przynętą lub chcemy by blank generował więcej mocy; zastosowanie blanku zbudowanego z dodatkiem włókien boronowych ma sens.
Kluczowe znaczenie ma budowa takiego blanku. Trzeba bardzo wyraźnie rozróżnić blanki budowane z dodatkiem włókien boronowych (gdzie głównym materiałem konstrukcyjnym nadal jest mata z włóknami grafitowymi) rozmieszczonych wzdłuż całej długości blanku, od innych konstrukcji boronowych, np. blanków wykonanych z użyciem tylko maty boronowej lub takich konstrukcji, gdzie włókna boronowe znajdują się tylko w jednej części wieloskładowego blanku. A to zupełnie inne blanki! I zupełnie inaczej będą się zachowywały! Mówiąc o blankach, z reguły nie podaje się żadnych informacji jak taki blank jest zbudowany. Jedyną informacją jaką otrzymujemy jest ta, że to właśnie „boron”. Potem powstają opinie na temat tego typu produktów, ale tak naprawdę nie wiadomo co jest oceniane. To tak, jakby porównywać blanki wykonane z włókna węglowego i nie zwracać uwagi na to, jaki rodzaj materiału posłużył do jego budowy.
Często pojawiają się opinie, że blanki boronowe są bardzo ciężkie i bardzo sztywne. Przy blankach budowanych na zasadzie łączenia obu materiałów nie jest to prawda – w takich konstrukcjach boron jest tylko dodatkiem. Rzeczywiste parametry boronu powodują, że jest bardzo unikalnym materiałem. W powiązaniu z precyzyjną technologią pozwalającą na mieszanie boronu z grafitem, umożliwia budowę wyjątkowych wędek, o parametrach niemożliwych do uzyskania przy zastosowaniu innych materiałów.
Kolejną kwestią jest rodzaj złącza stosowany przy blankach boronowych. Najlepiej gdy blanki boronowe budowane są w oparciu o złącze typu spigot. Przy tym rodzaju złącza, uzyskuje się zdecydowanie mniejsze zbieżności części szczytowej, a to oznacza, że taki blank będzie płynniej oddawał moc i płynniej pracował pod obciążeniem, a ponadto nie będzie zbyt ciężki. Ja w swoich blankach wykonuję złącza spigotowe dwu-zbieżne, dodatkowo poprawia to charakterystykę pracy dolnej części szczytówki i pozwala zmniejszyć przesztywnienia pojawiające się w okolicy złącza. To bardzo rzadko spotykany typ tego rodzaju złącza i, choć wymaga znacznie większego nakładu pracy, wyraźnie poprawia zachowanie blanku pod obciążeniem.
Odpowiadając ogólnie na to pytanie, to sądzę, że w różnicach w budowie tego typu blanków upatrywałbym przyczyny pojawiania się tak różnych opinii na ich temat.

Oprócz tego, że jesteś rodbuilderem jesteś również wędkarzem podróżnikiem. Czy testujesz swoje blanki w trakcie wypraw na tajmienie lub golden dorado? Mógłbyś nam opowiedzieć o najbardziej ekstremalnej przygodzie związanej z Twoimi blankami podczas takich wypraw, np. czy zdarzyło się, że jakaś wędka się połamała?
Oczywiście. Tego typu wyjazdy to doskonały poligon doświadczalny. Testy rzutowe można przeprowadzić praktycznie nad dowolną wodą ale tylko na bardzo rybnym łowisku, a te wyjazdy najczęściej odbywają się do takich miejsc, można więc w krótkim czasie wspaniale przetestować wędki w czasie zacięcia i holu ryby. Często w ciągu jednego dnia można wyholować więcej ryb niż w czasie całego sezonu w Polsce! Bywałem nad łowiskami, w których każdy rzut kończył się braniem pokaźnej ryby. Z wędkarskiego punktu widzenia takie łowienie może stać się po pewnym czasie nudne, ale jeżeli na takim łowisku mam ze sobą kilka, kilkanaście wędek przeznaczonych do testów, to nie można wyobrazić sobie lepszego miejsca. Dodatkowo tego typu wyjazdy, odbywające się najczęściej w dzikie zakątki świata, oznaczają, że nie jesteśmy w stanie dbać o sprzęt jak na „domowym” łowisku. Jeżeli np. spływamy pontonem załadowanym po same brzegi, to wędki przechodzą również test na „urazoodporność”, ciągle obijane i uderzane nieustannie wzbogacają się o „szlachetne porysowania”. To bardzo ważny aspekt dla mnie, przecież to sprzęt, który czasem używany jest właśnie w tak ekstremalnie trudnych warunkach i powinien je wytrzymywać. Myślę, że dzięki tym wyjazdom byłem w stanie znacznie szybciej dopracować swoje blanki.
Nie przypominam sobie jakiejś ekstremalnej przygody z moimi wędkami. Chyba nawet nie udało mi się złamać w takich warunkach żadnej z nich. Może dlatego, że staram się ze sobą w tak odludne miejsca zabierać zawsze sprawdzony sprzęt. Natomiast bardzo dużo blanków złamałem w czasie testów odbywających się u mnie w zakładzie, przy użyciu specjalnej maszyny służącej do tych celów. Myślę, iż śmiało mogę powiedzieć, że w Polsce każdego roku łamię najwięcej blanków spośród wszystkich wędkarzy – właśnie na tej maszynie :-)
Miałem natomiast przygodę, która chyba na zawsze zostanie w mojej pamięci. Będąc na Wyspach Szantarskich na Morzu Ochockim, łowiłem dorodne lipienie testową muchówką zbudowaną na moim blanku z serii Ventus F. Był to dość mocny kij jak na połów tej ryby bo „piątka” o długości 2,90m, ale i łowione ryby tylko z rzadka były mniejsze niż 40 cm. Kolejne branie od razu uświadomiło mi, że tym razem to nie lipień zainteresował się moją nimfą. Ale nim zdążyło to do mnie dobrze dotrzeć, kołowrotek już oddawał w iście ekspresowym tempie podkład, a linka ginęła w wodzie kilkadziesiąt metrów ode mnie. Złowiłem już kilka sporych i bardzo walecznych ryb, ale w tym przypadku, zadziwiła mnie potworna, wręcz brutalna siła i jej niesamowita szybkość. Z czymś takim wcześniej się nie spotkałem. Praktycznie nie było czasu na żadną reakcję, tylko kij wykonywał swoją robotę, wygięty w ten sposób, że na rękojeści korkowej wyraźnie czułem ugięcie. Nie będę opisywał szczegółów tego holu, dość powiedzieć, że trwał ponad godzinę i zakończył się podwójnym sukcesem: wyholowałem piękną morską palię o długości 85 cm (ważyła znacznie więcej niż analogicznej długości łosoś atlantycki) i nie złamałem wędki. A to jak pracowała w czasie tego holu (dodam, ze było to w bardzo trudnym terenie) pozwoliło mi nabrać przekonania o poprawności jej konstrukcji.

Czego możemy się spodziewać w najbliższym czasie jeśli chodzi o ofertę Fishing Art ? Czy planujesz uruchomienie jakiś nowych serii / modeli blanków, nowych materiałów, komponentów?
Ostatnio wprowadziłem do stałej oferty nową serię blanków muchowych oznaczoną jako Ventus R, wprowadziłem też nowe przelotki w ramkach Y, KL i MN oraz w wersji Minima. Pojawiły się również ultralekkie przelotki muchowe.
Już niedługo pojawią się nowe blanki w mojej ofercie. Będą to blanki jednoskładowe – od delikatnych konstrukcji po mocniejsze jerkówki. Będą też blanki dla karpiarzy. Planuję wprowadzić kilka modeli takich blanków. Będzie także nowa seria blanków spinningowych, ale do jej wprowadzenia potrzebuję jeszcze trochę czasu. W dalszej przyszłości będę poszerzał ofertę dwuręcznych i switchowych blanków muchowych oraz spinningowych traveli. Mam nadzieję, że na to wszystko wystarczy czasu, bo przede wszystkim muszę pilnować bieżącej produkcji.

Nasz portal jak wiesz od samego początku stara się promować ideę rodbuildingu, w czym zresztą sam wziąłeś czynny udział publikując na naszych łamach w ramach cyklu „Rodbuilderzy prezentują”. Czy chciałbyś na zakończenie przekazać coś od siebie Użytkownikom jerkbait.pl ?
Tak, jerkbait.pl w Polsce ma na pewno największe zasługi w tej dziedzinie. Myślę, że dzięki temu portalowi powstała w kraju duża grupa ludzi pasjonująca się rodbuildingiem, która mogła znaleźć olbrzymią ilość informacji, pozwalających zgłębiać tajniki tej sztuki i doskonalić warsztat. Dzięki Wam i dzięki wszystkim użytkownikom portalu powstała swojego rodzaju „polska szkoła rodbuildingu”, która jest bardzo ceniona na świecie. Wierzcie mi, nie mamy się czego wstydzić! Traktujmy ten portal jako miejsce do merytorycznej dyskusji, wymiany i zdobywania doświadczeń, inspiracji i poszukiwania nowych pomysłów, bo rodbuilding cały czas się rozwija.
Wywiad przeprowadził
@Friko, 2013
Zdjęcia: @Kuba Standera, 2013
- Kuba Standera, joker, Łukasz Masiak i 15 innych osób lubią to










156 Komentarze
Ciekawe, ciekawe ...
Tak trochę a'propos jest tekst, który napisal Steve Parton ... http://www.sexyloops...phiterods.shtml ... jednak z trochę innym wydźwiękiem niż tutaj ...
Ważnej kwestii dotknął Mariusz - wytwarzanie wędzisk nie jest jakąś "rocket science" ... choć niektóre w jakimś stopniu jest ... w Seattle, w Vermont, w Alnwick ...
Pozdrawiam serdecznie
Jerzy Kowalski
@Guzu, pierwszy Lexus wszedł na rynek w 1989 roku, 10 lat później marka miała ugruntowaną pozycję, dziś jest to TOP segmentu aut luksusowych. A przecież był już Mercedes, było BMW, był Jaguar. Więc jeśli produkt jest dobry to będzie trwał wśród Lamiglasów, Talonów i innych legend z tej branży. Za co trzymam kciuki
Piszesz Adamie o blankach z roślin,a tu o metalach nawet mowa ,ale doskonale rozumiem o czym myślisz.Dodam nazwisko Henryka Jacewicza-mojego mentora i guru ,który piękne ,nieliczne klejonki wykonywał w Poznaniu.Niestety zginął w 77 tym, a pozostały po nim wspaniałe muszki i błystki.Wędziska niestety nie mam. Produkowanej dla mnie na maturę lipieniówki pułkownik nie mógł dokończyć
,ale doskonale rozumiem o czym myślisz.Dodam nazwisko Henryka Jacewicza-mojego mentora i guru ,który piękne ,nieliczne klejonki wykonywał w Poznaniu.Niestety zginął w 77 tym, a pozostały po nim wspaniałe muszki i błystki.Wędziska niestety nie mam. Produkowanej dla mnie na maturę lipieniówki pułkownik nie mógł dokończyć 
Kolega Krzysztof wspomniał o spigotach,co mnie zainteresowało.
Powyżej zdjęcie łączeń dwu doskonałych wędzisk tej samej klasy(9-5).Alltmor Daiwy (góra) i Deluxe Hardy.Zwraca uwagę fakt krótkiego trzpienia u Angola,i dłuższego prawie o połowę u Szkota.Moim zdaniem uzyskanie stabilnego połączenia przy użyciu mniejszej ilości materiału stanowi o klasie angielskiego wędziska,o doskonałości projektu i wykonania.Ponieważ nasz wątek to temat typowo techniczny pozwalam sobie na taką impresję.Używam wędzisk wyłącznie fabrycznie zbrojonych,ale pracę zbrojmistrzów obserwuję z zainteresowaniem.
kardi
To prawda, tyle że za Lexusem stał ogromny koncern Toyoty. Innymi słowy pieniądze tak wielkie że aż nieprzeliczalne. Wiem oczywiście że wędeczki to inna skala, więc może się uda. Czego życzę FA z całego serca.
Również interesuje mnie temat spigota. Co w nim jest nowatorskiego? Użyte materiały rodem z łazika Curiosity? Może najnowszy grafen o grubości atomu? Czy też spigot jak spigot, reszta to marketing.
Bowiem gdyby Konstruktor powiedział zwyczajnie, po chłopsku: ludzie, robię dobre blanki, robię ja dla was, robię je w Polsce, jestem pierwszy i jestem z tego dumny, wy zaś pomóżcie mi zaistnieć z własną wielką przyjemnością przy okazji, wtedy bym zrozumiał. Nie znoszę reklamowego bełkotu w typie " inteligentnych molekuł ".
Chyba że się mylę ( czego nie wykluczam ), spigot istotnie jest nowatorski i kosmiczny, wtedy publicznie złożę samokrytykę a nawet odszczekam pod forumowym stołem. Słowo daję.
Nie personalnie, ale akurat cytat mi się z Twojej wypowiedzi wykroil akuratny.
Czy naprawdę, ktokolwiek na sali myśli, ze ktoś zainwestował lekko pierdyliard - maszyny widziałem i za 5,50 w biedronce się ich nie kupi, po to żeby klepać blanki na nasz rodzimy rynek?
Nie chcę sie tu złośliwić i poniewierać naszego dobrego samopoczucia i własnej wizji siebie, choć korci
Zakładając, że w ciągu roku dochodzi do całkowitej dominacji rynku RB w PL przez FA i lwia część wędzisk jest robiona na blankach z FA - to ile na tym można zarobić? Ile to będzie blanków? kilkaset? Tysiąc? przy zysku i poniesionych nakładach taka inwestycja zwróciłaby się kiedy?
...
Chyba wcześniej politycy stali by się uczciwi, choć jest szansa że gatunek homo sapiens nie doczekałby tego momentu.
I chyba każdy rozsądny zamiast się szarpać zainwestował podobne środki i czas w kolejne wyjazdy, a na nasz szalenie pojemny i wynagradzający rynek... No, krótko mówiąc - nie chciałoby się o nim pamiętać .
.
Naprawdę myślicie, ze artykuł na jb.pl ma być promocją tych blanków?
Powiem Wam szczerze, jako ze miałem przyjemność uczestniczyć w produkcji tego wywiadu. Odniosłem wrażenie, że to raczej nam zrobiono przysługę i pozwolono zajrzeć od kuchni, pozawracać gitarę w wolny dzień, podotykać i pofocić i pozadawać mnóstwo pytań.
Ja wiem, że stwierdzenie, ze jesteśmy jako kraj i środowisko wędkarskie zaściankowym grajdołkiem gdzie psy d... szczekają jest dla wielu oburzające, ale - proponuję wyjrzeć za okno. Ilu z nas, z tej kilkuset tysięcznej armii rybołapów elementarnie kuma czaczę? 1%? W świecie, gdzie kolowrotek za 2 stówki to już wypas, a niższe serie dragona to marzenie, myśl ze ktoś buduje mała fabryczkę ręcznie robionych wędek na taki rynek wydaje się być dość... Zabawna ?
Swoja drogą - czytam tą dyskusję tutaj, i mimo bardzo słabej znajomości z Panem Zielińskim, w sumie kilka razy udało się nam porozmawiać i tyle się "naznałem", to trochę facepalm mam, o, przynajmniej taki:
i zaczynam rozumieć, ze do wpuszczenia kogoś do siebie się nie palił.
Myślę nawet, ze łatwiej byłoby namówić i przyjemniej przebiegała by dyskusja na forum niemieckim czy nawet gdzieś u wyspiarzy, gdyby im powiedzieć ze ktoś w UE blanki sam robi, wędki pod życzenie na nich składa itd. Nie outsourcinguje się w Korei czy innym odległym kraju, w UE nalepiając metkę, ale klepie je w UE, "wspólnym kraju". Pewnie kilku Angoli by sie żachnęło ale bardziej na flagę niż na robienie wędek.
Naprawdę - nie do końca rozumiem, czemu gdy ktokolwiek usiłuje zrobić cokolwiek ponad level bylejakości buro-powszedniej musi być od razu szukanie dziury w całym?
Przecież nikt tu nie sugeruje, że ma gwiazdkę z nieba.
Inne podejście, inne doświadczenia, przypuszczalnie niektóre produkty wykonane z myślą o polskich wodach, a bicie piany, jak przy wspomnianym wcześniej reaktorze...
Trochę powagi Panowie.
Moje mysli zwiazane z tematem:
1. Jednoosobowosc tak ogromnego projektu, ani na moment nie pojawia sie inne nazwisko, ktos kto wspierał, doradzał, uczył, ktos komu mozna by było wyrazić wdziecznosc skoro tekst idzie do takiej masy wedkarzy za posrednictwem j.b... Nie ma zespołu...
2. Całkiem nie widze czegos co nazywam efektem "schodów' czyli krok po kroku a jedynie "skok"...
"W roku 1990 Bob Batson przeprowadził się do Kalifornii i pracował przez rok jako kierownik produkcji dla firmy SABRE wytwarzającej wędki. Następnie zaproponowano mu posadę Krajowego Menedżera ds. Sprzedaży w kolejnej firmie przemysłu wędkarskiego, Pacific Bay International. Ojciec przepracował tam uczciwe 10 lat pomagając firmie stać się jedną z największych i najlepszych w przemyśle wędkarskim. W roku 2000 Bob Batson, Karry Batson i ja (Bill Batson) zdecydowaliśmy się pracować na własny rachunek, ponieważ przestawaliśmy mieć wpływ na rozwój Pacific Bay. Tak założyliśmy Batson Enterprises Company"
3. Pod nosem mam warsztat kompozytow, znam jego powstanie: organizacje: były ekipy od Boeinga, które szkoliły pracowników, są inzynierowie i chemicy nadzorujacy prace kilkuosobowego zespoły stworzonego do napraw kompozytowych...Mechanicy ucza sie doswiadczalnie i przez szkolenia, ale nie na Okęciu tylko za Oceanem. Żywice, maty grafitowe... z certyfikatami drozszymi od samych materiałów... to akurat przechodzi przez moje rece... Ogrom przedsiewziecia zamęczyłby niejednego najzdrowego człowieka. No, ale to lotnictwo...
4. Miałem Blank z FA, widziałem i macałem kilka u kolegów, miałem CTSy z serii SS Extra Slim Taper i zauwazam ogromne podobieństwo
Mysli 1+2+3+4 powodują u mnie nieufnosc do tak zaprezentowanego projektu jak to sie stało w artykule....
A blanki niech słuźą Kolegom jak najdłuzej i jak najlepiej.
Tak czułem, że fundamentalne "nie sraj w kompot, kucharz w nim nogi myje" wcześniej czy później padnie.
Żaden ze zdeklarowanych sceptyków nie dezawuuje przedsięwzięcia FA tak skutecznie i konsekwentnie, jak Ty.
Ale też i żaden z nich nie dostąpił zaszczytu odwiedzenia pierwszej na świecie europejskiej fabryki chińskich blanków.
Kuba, czy Ty naprawdę uważasz że ja uważam że pan Zieliński uważa że zrobi interes tylko i wyłącznie na polskim rynku? Daj spokój...
Daj spokój...
Ja tylko twierdzę i wiem to, że na świecie są inni, więksi producenci, którzy zainwestowali owych pierdyliardów kilkanaście i FA przy nich to cienki Bolek i mały pikuś. Ale oczywiście dobry produkt może i powinien sam się obronić, tym bardziej że jak się wydaje pełnymi garściami czerpie z wiedzy i doświadczenia CTSa. Czego nieodmiennie panu Zielińskiemu życzę .
Powstaje tylko pytanie czy mamy autorski projekt FA czy klona CTS? Drugi przypadek daje gwarancję przyzwoitych blanków...
A że bijemy pianę i szukamy dziur? Co robić, zima panie.
Mamy nad Wisłą różne światowe firmy. Mamy Opla, Philipsa, cholera wie co jeszcze, mamy ręcznie zbrojone ( według pewnego, stale tego samego schematu ) smocze kije, to możemy również mieć blanki CTS. Cóż w tym złego?
Tylko po co robić ludziom wodę z mózgów?
Kuba,
Krotko odnosnie Twojej wypowiedzi :
"Naprawdę - nie do końca rozumiem, czemu gdy ktokolwiek usiłuje zrobić cokolwiek ponad level bylejakości buro-powszedniej musi być od razu szukanie dziury w całym?"
Od poczatku pisalem, ze nie kupuje historii o powstaniu czegos z niczego tak jak to zostalo "narysowane" w wywiadzie.
Fakt, ze sie nie lyka jak mlody pelikan historyjki, nie oznacza, ze sie szuka dziury w calym.
Troche zdrowego rozsadku to nie skakanie do nogawek czy inne kasanie po kostkach
Pozdrawiam
Guzu
Co do Star Treka, najbardziej lubiłem ostatnią serię, tę w której grała pani Jolene Blalock.
Tak wiem, chciałem pokazać że można jednak "sie wbić" między najlepszych
Detale , detale , zwyczajne małostkowe detale , które zawsze pozwalają się przyczepić .. nie starając się zrozumieć całości , ale też nieuleczalny kompleks braku pewności siebie , właściwy pierwszym pokoleniom awansu społecznego . No i standardowa , niespotykana u innych nacji zdolność do automatycznego używania czarnego piaru wobec swoich Czy Batson , CD , albo nieśmiertelny Talon są kompletnymi , autonomicznymi producentami , łącznie z żywicą , prepregami , technologią ? Jest to na ogół franchise , mniej albo bardziej jawna . Nie wspomnę już stert trzecioligowych noname , które są na rynku większością , chyba tylko z racji tego , że mają tak atrakcyjne dla ogółu tajemnicze pochodzenie i chwytliwe kryptonimy ..
Czy Batson , CD , albo nieśmiertelny Talon są kompletnymi , autonomicznymi producentami , łącznie z żywicą , prepregami , technologią ? Jest to na ogół franchise , mniej albo bardziej jawna . Nie wspomnę już stert trzecioligowych noname , które są na rynku większością , chyba tylko z racji tego , że mają tak atrakcyjne dla ogółu tajemnicze pochodzenie i chwytliwe kryptonimy ..
Skala krakowskiego przedsięwzięcia jest oczywiście nieporównywalna do produkcji Woodland albo Park Falls , czego z pewnością nie można zarzucić jakości oferty albo warunkom gwarancji . Wszyscy kiedyś zaczynali podobnie , ale czas poszedł naprzód , a za nim możliwości świata techniki ..
Ubranie tego w nie wiem ile woali slownych, przenosni i odniesien socjologiczno historycznych nie zmieni meritum...
A jakie meritum jest nikt sie nie dowie. Bo czesc nie chce wiedziec i ich to nie interesuje, czesc juz tylko widzi wlasne dlonie klaszczace... a pozostala czesc jest posadzona o malostkowosc i maluczkosc, bo zadaje pytania..
Czy to jest sposob na budowanie swiatowej marki na miare Lexusa czy producentow z Woodland ? Czas i rynki przyniosa odpowiedz.
Pozdrawiam
Guzu
Można to zrozumieć bo jesteśmy wszak gronem wędkowych fetyszystów ale jakby tak wyłączyć emocje i pomyśleć zdroworozsądkowo to łatwo po chwili zastanowienia dojść do wniosku że produkcja blanku to nie jest jakiś HiTech tylko dość nieskomplikowana robota rzemieślnicza.
Jeżeli masz wiedzę co i jak uciąć , czym to wysmarować i w jaki sposób nawinąć to na pręt - to już połowa sukcesu. Jeżeli masz dobry piec , znasz procedurę wypalania i potrafisz się jej trzymać to kolejne 25 % sukcesu.
Ostatnie 25% to wiedza i doświadczenie znawcy wędek i umiejętność skonfrontowania założeń projektowych z parametrami surowców.
Jeżeli Krzysztof ma to wszystko i wyłożył bułę na super materiały to nie ma powodów dla których nie miałby ukręcić nawet najlepszych blanków świata.
Co do spigotu to wybaczcie Panowie ale przeciętna tokarka cyfrowa obrabia materiał z dokładnością do tysięcznych milimetra , nie ma żadnego problemu.
Krzysztof ponadto zna się na chemi , zna się na maszynach ( prowadzi zdaje się drukarnię ) , jest precyzyjny i zdyscyplinowany ... a.pozatym jest Krakusem.
Ma wszystkie asy w rękawie.
Nie widzę powodu dlaczego miałoby mu się coś nie udać ; napewno wszystko przemyślał.
A co do biznesplanu , to może właśnie jest na odwrót ? Może to nie on będzie sprzedawał CTSy pod swoją marką tylko CTS jego blanki pod swoją ? A może ALPS ( Krzysztof mówił że wiele się nauczył od chińczyków)?
Wszystko jedno . Powinniśmy się cieszyć że mamy blisko krętacza blanków który jest do tego świetnym rodbuilderem i może spełnić nasze najdziksze wędkowe fantazje. Wszak mandrela u Krzysztofa kosztuje raptem 400zł.
No i to był błąd Pana Zielińskiego, że Was wpuścił na teren zakładu... Kuba dobrze to napisałeś! A tak dosadnie pisząc - kilku zaczyna tak "pier....ć", że chamstwo mi się w głowie rodzi...
Ja tu nie widzę przeciwników, tylko kilka osób, które deklarują, że nie wystarczy im "Teraz Polska", prezentują zdrowy sceptycyzm, podejrzewając, że nie mówi się im całej prawdy. To, czy producent ma taki obowiązek/powinien, czy wręcz przeciwnie - jest to zupełnie inna kwestia i ja na ten temat nie dyskutuję.
Czy zrobienie pręta węglowego o kreślonych parametrach jest łatwe - rzecz dyskusyjna, ale ja śmiem w to wątpić. Za dużo pasztetów przeszło przez moje ręce. Był wśród nich i jeden z przedmiotowej manufaktury: mimo 20lb zaskakująco miękki w dole, mocno przesztywniony na złączu; szczytówka i dolnik sprawiały wrażenie, jakby były z dwóch zupełnie odmiennych konstrukcji. Ale nie jestem stronniczy. Mogę dodać, że kwadratowe ugięcie nowego Seekera i wymiary dolnika wprawiły mnie w osłupienie, Kilka Batsonów high modulus lało się jak krowi ogon, MHX HM miał kształt rozciągniętego korkociągu, kilkunasto funtowe travele AmTacka w długości 7'0 ważą tyle co CD-ek 20lb w długości 9'0 a może i 10'0 - przykłady można by mnożyć... Nie jestem również zdania, że to fizyka kwantowa, ale wygląda na to, że do zadowalającego efektu finalnego dochodzi się metodą prób i błędów, a to trwa...
Czy "wyjście" do j.pl było błędem - czas pokaże. Jak mnie zapraszano do różnych fabryk, to robiono to z dumą. A że zdjęć nie mogłem robić, to inna sprawa
Ja - gdybym miał manufakturę FA pod domem, mógł pomacać i powybierać, pewnie bym już kilkoma blankami łowił...
Podobna optyka .. Kupujemy Pendolino od Włochów , produkując samemu pociągi dla Niemców .. I wszystko jasne
Krzysiek , a co złego po latach nieustannej defensywy , albo wszechstronnego nieistnienia jest w okazywaniu poczuciu dumy z tak udanego niewątpliwie, osiągnięcia ? Cały świat , wszystkie nacje tak z pożytkiem dla siebie robią , chyba że uważasz , iż jesteśmy z tego sposobu rozumowania wyłączeni , więc natychmiast przystępujemy do tradycyjnego polskiego samobiczowania , co jest dla większości niezmiernie cool i trendy ..
Sprzedawajmy więc dalej tylko pracę , wódkę , mięso i kartofle , bo to przynajmniej nikogo nie obraża , ani nie przerasta utrwalonych wyobrażeń ..
To jest absolutny technologiczny Hi-end nikt na całym bożym świecie tego nie potrafi.
Wniosek.
Nad Wisłą też da się coś zrobić najlepiej i wyprzedzić całą konkurencję.
Mimo całej tej naszej rzekomej mizerii .
Trochę więcej wiary w " siebie " Panowie.
Dyskusja nabiera, tak cenionej rzeczowosci i konkretnosci wraz z kolejnymi wpisami...
Pomijajac dume, przelamywanie oporow i uwarunkowan, nieistnien i kompleksow...
Teraz bedzie o wedkarstwie.
Gdy stoje w rzece pstragowej lub wedkuje z dzikiej burty i lowie wedziskiem dla mnie zbudowanym przez mojego Kolege @yglo to liczy sie narzedzie, ktore trzymam w dloni.
Nie polityka, duma, pochodzenie blanku. Licza sie walory uzytkowe, jakosc wykonania i dopasowanie do warunkow lowiska i moich oczekiwan.
Zycze wszystkim, by wedki, ktorymi lowia dawaly im ZAWSZE poczucie ze lowia czyms NAJLPESZYM, co tylko dla nich dostepne. To naprawde cenne poczucie, pozwalajace skupic sie na tym co najpiekniejsze i najwazniejsze. Czyli na lowieniu samym w sobie.
Zycze, juz tak Swiatecznie, by nie musieli przymykac oczu i myslec ze jest fajnie, bo lowie wedka od tego a nie innego na takim a nie innym blanku.
A tak poza tym to Wesolych Swiat zyczy
Guzu
A czy ja twierdzę, że jest w tym coś złego?
Pendolino mi bimba (za to znam np. aktualne wyniki finansowe PESY), na handlu detalicznym się nie znam, ale pracuję w B2B i wiem, że czasy, kiedy dobry produkt sprzedawał się sam dawno minęły. Myślę, że nie na miejscu jest obwinianie konsumentów o to, że kupują produkt X zamiast Y, albo przypisywanie im z tego powodu niedostatecznych kwalifikacji umysłowych, etycznych, moralnych, etc.). Być może ktoś skuteczniej do nich dotarł, zbudował lepszą relację i zaufanie. Tu o FA bym się nie martwił, podobno zapewnia bardzo dobrą obsługę klienta, co ładnie komponuje się z faktem, że nie dyskutujemy tu o typowym rynku CCC. Rynek RB to - jakby nie patrzeć - rynek dóbr luksusowych. Na pytanie, co decyduje o wyborze tego, a nie innego produktu, nich każdy odpowie sobie indywidualnie.
Cała ta dyskusja jest wyjątkowo ciekawa .Argumenty entuzjastów
.Argumenty entuzjastów  jak i sceptyków
jak i sceptyków  są trafne i merytoryczne. Niemal klasyczny przykład widzenia ,że szklanka jest pół pełna , lub pół pusta. To teraz dla rozładowania emocji. Dawno temu odbył się mecz bokserski USA - Związek Radziecki. Amerykanie wygrali , o czym triumfalnie doniosła cała amerykańska prasa. Za to Moskiewska "Prawda" napisała że Rosjanie zajęli zaszczytne drugie miejsce , a Amerykanie byli przedostatni
są trafne i merytoryczne. Niemal klasyczny przykład widzenia ,że szklanka jest pół pełna , lub pół pusta. To teraz dla rozładowania emocji. Dawno temu odbył się mecz bokserski USA - Związek Radziecki. Amerykanie wygrali , o czym triumfalnie doniosła cała amerykańska prasa. Za to Moskiewska "Prawda" napisała że Rosjanie zajęli zaszczytne drugie miejsce , a Amerykanie byli przedostatni 
 . Czyli punkt widzenia zależy od punktu patrzenia. Tylko czas może zweryfikować kto w tej dyskusji ma rację. A może racja jest po środku?
. Czyli punkt widzenia zależy od punktu patrzenia. Tylko czas może zweryfikować kto w tej dyskusji ma rację. A może racja jest po środku? 


Jadąc samochodem usłyszałem tego njusa i tak się zastanawiam, czy dożyję chwili w której grafenowe wędki będą stały w sklepowym stojaku? To będzie ( jeśli będzie ) prawdziwy kosmiczny Star Trek.
Grafen to kolejna ( ostatnia? ) odmiana alotropowa węgla. Cud polega na tym że tworzy płaszczyznę jednowymiarową. Bowiem osiąga grubości od jednego do kilku atomów a atom jak wiadomo to matematyczny punkt. Nie ma wymiarów. Wędka ukręcona z grafenu powinna być przezroczysta, niezmiernie lekuśka i sto razy mocniejsza od stali. Kosztować natomiast więcej od lotniskowca. Tyle na dzisiaj a co będzie jutro? Hmm...